
Types of Chips In Metal Cutting With Diagram And Examples
Different Types of Chips in Metal Cutting


Types of chips in metal cutting
Right here we will be discussing various types of metal that are part of metal cutting! As the metals are carried out in the industries of manufacturing through the process of machining, metal chips are created. There are so many different types of metal chips. The formations of chips are carried out based on materials that are used in it. Let’s have a brief discussion about the kinds of chips in metal cutting:
What is metal cutting all about?
Metal cutting in the form of a process that is basically used for the sake of removing off any kind of unwanted material in the form of chips or from the metal block. This process is performed by the use of cutting equipment or tools. A person who is an expert in the metal cutting process is known as a machinist. The location in which the whole process is performed is called a machine store or machine shop.
Basic elements in the metal cutting process
- Metal block
- Cutting of tool
- Tool machinery
- Cutting of fluid
- Speed cutting
- Chips
- Fixturing and work holding
- Finishing of surface
- Dissipating of energy
Different Types of Chips in Metal Cutting
- Continuous chips
- Discontinuous chips
- Continuous chips with the built-up edge (or BUE chips)
1. Continuous Chips
Any metal chips that are manufactured in machining without the course of any segments or any breakage, then they are called by the name of continuous chips. They are produced at the time when the ductile form of material is entirely machined using some high speed of cutting and less friction that is between the chip and the tool face.
Some of the common benefits of continuous chips are:
- It would bring fantastic finishing to the surface of the ductile material.
- It generated less heat because of less friction happening in the tool face as well as the chip.
- It consumes less amount of power.
2. Discontinuous Chips
Any metal chips that are manufactured in machining with any breakage, then they are called by the name of continuous chips. They are created when any kind of hard metal like bronze or cast iron is hence machined out.
Some significant pros and cons of discontinuous chips are as mentioned below:
Pros
- It provides the best and fantastic finishing to the surface.
- It would help increase the life of the tool
- Plus it can reduce power consumption.
Cons
- As the chips are created in the ductile based materials, the result would bring poor or weak surface finishing.
- There would be significant wear and tear taking place in the tool.
3. Continuous Chips with Built-Up Edge
Last we have continuous chips by built-up edge! It is typically formed through the machining of ductile based material with some high series of friction. This friction would be taking place at the chip-tool based interface. It is much similar to the continuous types of chips but you would probably be finding it lower with the smoothness because of the touch of built-up edge.
Some significant pros and cons of continuous chips with a built-up edge are as mentioned below:
Pros
- It gives the tool proper protection from facing any damage due to massive friction.
- It increases the amount of tool life in it.
Cons
- Such chips have rough finishing over the surface.
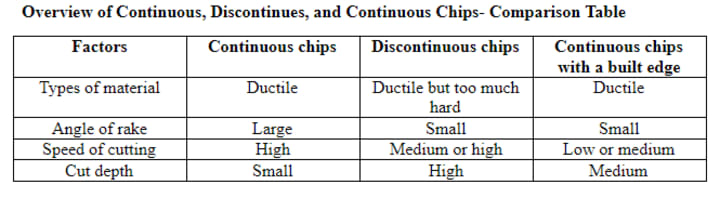
Overview of Continuous, Discontinues, and Continuous Chips- Comparison Table
Successful conditions of the metal cutting process
- Relative access to motion between the cutting tool and work.
- The material of the tool has to be hard in texture as compared to the working material.
- Tool and working need to be rigid enough in fixtures.
- The motion is primary in nature. Secondary Motion (Cutting Feed).
An overview of the major Principle of Metal Cutting
In the whole process of metal cutting, a wedge form of sharp tool is used that mainly moves in the direction of the working piece at any side of the angle. As the tool would be coming in contact with the metal, it would completely be exerting pressure on top of it. As the pressure would be taking place, the metal will instantly be breaking down in the form of chips on top of the shear plane AB. The chip will be manufactured by means of deforming and even shearing upon the metal constantly along with the shear plane AB.
This shear plane is much narrow in the zone and would be extending straight away into the edge of the tool to the portion of the working surface zone. This cutting tool edge will be created by means of intersecting the two surfaces altogether.
Some basic principles that are part of the metal cutting process are as mentioned below:
Rack Surface:
This is the surface that is located between the chip and the top area surfacing of the tool cutting. This is the surface that would be leading the chip to move in the upward direction.
Flank Surface:
This surface is positioned between the working piece and over the bottom side of the tool cutting. It is meant to avoid any sort of rubbing by means of a machine surfacing course.
Rack Angle (α):
This angle is positioned between the courses of rack surfacing ad workpiece. It can be either positive or even negative.
Flank Angle/Clearance Angle/Relief angle (γ):
This angle is located between the portions of the flank surfacing and into the horizontal surfacing of the machine processing.
Primary Deformation Zone:
This zone is positioned between the tip of the tool and shear plane AB.
Secondary Deformation Zone:
This zone is located between the surfacing rack of the tool and chip.
Important Safety Tips for Working with Metal Cutting process
There are some of the important safety rules and considerations that you should keep in mind related to the metal cutting process working. Metal is sharp in texture that would be avoiding you to pursue this craft into the child interaction. At the beginning of the process, you would get some minor cuts in your hands for sure. But there is nothing to feel worried about it! Let’s make you teach with some important safety tips in this regard:
- You should not be holding the metal items too much tightly. Light hold or grip over the metal would stop you from facing cuts or slices over hands.
- You should not be running the fingers over the raw edge formations.
- At the time of using the tin snip or any other form of the cutting tool, you should be keeping the cutter much deep enough in the cut as you would be moving all along. You should avoid making upon with any kind of short cuts or creating upon with some small burrs all along with the cut line.
- As a beginner, you should be wearing hand gloves for the sake of protection and safety. As you get familiar with the nature of the tools or metals, you can later on work empty-handed. Give your child the help of gloves first and when they become an expert, let them work all alone.
- If it is possible, you can also consider choosing the well-mounted form of grip over the piece as you start working on it. This is not important to follow but you can if you find it necessary. Try to make the use of a small piece of leather scrap to protect the cushioning of metal and keeping it away from marring it.
- You should not be brushing the metal scarps with your hand's use. Try to always use the brush or even some sort of cardboard piece for the sake of pushing them all along.
- Don’t be quick or rush around in performing all the tasks. This is the biggest mistake. You might injure your hands in a rush so it is important to wait for some time.
- Work in maximum light. If you find it possible you can often use with some natural or some kind of artificial light effects. Don’t use metal lights as it would be difficult to see the metal in such a light effect.
- Try to purchase a good quality of working tools. It would be worthy of investment if you would be buying a perfect pair of tin snips. It is often recommended by metal professionals or the metal cutting experts. Don’t take stress at all.
Learn about identifying Chip Features in the metal Cutting Process
Some of the chips in the metal cutting process would be completely viewed in the negative light effect as they would be bringing some benefits into the cutting process being rightly handled with. In every single process of metal cutting, there is a great generation of heat. This heat generation would have just a few paths of the escape where we would be mentioning about the workpiece along with the chip and cutting tool.
In favor of the steels for the sake of some cutting speed optimum level, the dry machinery would be resulting in the 75% of the heat that would be leaving within the chip. There would be 10% in the material and around 15 inside the transmission of the cutting edge variations. If your control over the chip is excellent enough, then the chip would be starting off to fill upon with some long and some stringy chips formation where the cutting edge might be damaged for sure. Some additional changes that would be happening can be built-up edge (BUE) inside the top rake. The machinist would even be able to understand how to increase the immediate speed or even in terms of selecting the coating for the sake of better lubricity or even in view with the less chemical affinity.
What kind of chips industries use?
In the sector of industries, mostly the chips used by them would be in the shaping of either 6s or 9s. These shapes would be accountable as in learning about the breaking of the chip in its own course of momentum by the side of the shoulder. It would be even leading to learning about the areas that would not be causing any sort of damage into the versions of some unused cutting edges or some sort of part surface. The 6 or the 9 shapes are even taken to be desirable for the reason that these chips are not too tight. If the chip is tight enough, then the high pressure would be taking place and much excess heat would be generated. It would tight when it gets into interaction with some alloys such as nickel-based or some titanium.
Learn about surface finishing of metal chip:
The finishing of the metal chip surface is much interesting to talk about! As the new material or any sort of new process would be run out, the examination of the chip would be performed. An unstable process of the chip would be taking place when the chips become ragged or if they are composed with some serrated edges.
In all such finishing, the color of the chip also plays an important role. The blue color would bring about an indication of speed cutting that would make you learn when the heat has been transferred into the chip. If the materials are set upon with some low level of heat exchange, then the difference in the color would make you learn that the speed of the chip is too high.
Conclusion:
Chips are not just the byproduct of the machinery, but they are on the whole a perfect indicator in order to learn about the whole conditions of the process. They are important enough to make the whole process of metal cutting successful and easy to carry out.
About the Creator
Khan John
I write about NSFW AI Scene and everything that is happening in the AI NSFW including recent developments. Contact me : Twitter, or an email at: [email protected]
Enjoyed the story? Support the Creator.
Subscribe for free to receive all their stories in your feed. You could also pledge your support or give them a one-off tip, letting them know you appreciate their work.



Comments
Khan John is not accepting comments at the moment
Want to show your support? Send them a one-off tip.